Why Do Die-Casting Mold Prices Differ So Much? A Technical Cost Breakdown
“Why is one die-casting mold quotation twice as high as another?” This is one of the most common questions in mold procurement. In reality, price differences are not arbitrary—they result from variations in materials, machining capability, and hidden costs. For a typical medium-sized die-casting mold priced at USD 11,430–12,860, the industry-average cost structure is 35% mold materials, 37.5% machining, and 27.5% hidden costs, such as heat treatment, design, and management. Even minor deviations in any of these areas can lead to significant differences in the final quotation.
35% of Total Cost: Mold Materials — The “Durability vs. Cost” Trade-Off Between H13 and 45# Steel
Material is the core cost driver. In a typical USD 11,430–12,860 case, mold steel costs approximately USD 4,000–4,570 (based on 350 kg × USD 11.4/kg).
The cost gap begins with material choice. High-end molds commonly use H13 hot-work tool steel (market price ~USD 11.4/kg), while low-end molds use 45# carbon steel (~USD 0.71/kg), representing a 16× difference in material cost.
The price difference reflects a large performance gap. Under normal operating conditions, H13 molds typically withstand ~50,000 shots, while 45# steel molds often fail around ~5,000 shots, with some customers reporting severe edge chipping within three months. In automotive die-casting projects, mold lifespan directly affects production continuity—H13 molds have a higher upfront cost but lower annualized cost due to significantly longer service life.
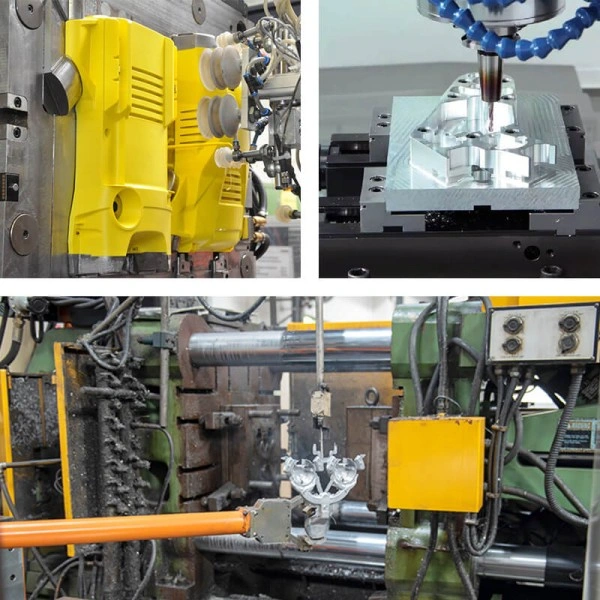
37.5% of Total Cost: Machining — The Dual Effect of Equipment Precision and Labor Cost
Machining is the largest cost component, totaling USD 4,285–4,860 (based on 200 machining hours × USD 21.4/hr).
Equipment precision plays a pivotal role. Imported CNC machines (e.g., DMG Mori) achieve ±0.005 mm tolerance, while many domestic machines typically achieve ±0.05 mm. Machining costs for the former can be 2–3× higher. Labor cost also varies significantly by region: skilled mold technicians in coastal manufacturing hubs often earn the equivalent of USD 1,140–2,140 per month, while inland factories operate at USD 710–1,430 per month—a 50–100% cost difference.
One precision die-casting factory reported that switching to domestic CNC equipment increased mold debugging time by 30%, confirming the industry rule: high-precision equipment reduces downstream correction and debugging costs.
27.5% Hidden Costs: The “Invisible Inputs” That Determine Mold Quality
Heat treatment, mold design, management, and profit make up the remaining 27.5%. In a typical case:
- Heat treatment: ~USD 1,000 (350 kg × USD 2.85/kg)
- Mold design: ~USD 1,430 (12–13% of total)
- Management + profit: ~USD 1,570 (approx. 13–15% of total)
Heat treatment directly impacts wear resistance (e.g., HRC48–52 hardness). Mold design determines structural reliability, including cooling-channel layout and deformation control. Reasonable profit ensures that mold manufacturers can continue investing in engineering capabilities and provide reliable technical support. These “invisible” investments ultimately define overall mold quality, lifespan, and service responsiveness.
Conclusion
Differences in die-casting mold quotations are fundamentally driven by material selection (H13 vs. 45# steel), machining capability (equipment precision and labor cost), and hidden costs (heat treatment, design, management, and profit). The cost breakdown of a USD 11,430–12,860 mold clearly illustrates how each component contributes to the final price. Buyers are advised to evaluate molds based on lifecycle cost rather than upfront price—avoiding the hidden risk of choosing low-cost molds that lead to short service life and higher annualized costs.