Shrinkage Porosity and Shrinkage Cavity Issues in ADC12 Die Casting: Mechanisms and Process Control Strategies
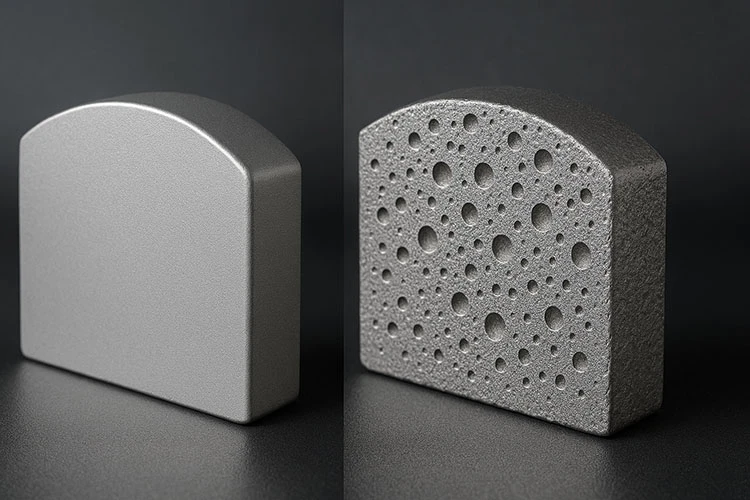
In ADC12 die-casting production, shrinkage porosity and shrinkage cavities in components such as laptop housing brackets significantly affect yield rates. For example, an ADC12 notebook bracket (solidification shrinkage rate 4–5%) originally designed with a non-uniform wall thickness of 3–8 mm exhibited shrinkage cavities at thickness transition areas under a pouring temperature of 630°C and an injection speed of 3 m/s. After reducing the thick-wall region to 6 mm, the thin-wall section (3 mm) solidified 3–5 times faster, prematurely sealing the feeding channel and increasing shrinkage defects by 30%. In another case, reducing wall thickness from 5 mm to 3 mm (casting temperature 620°C) eliminated the feeding source due to ADC12’s mushy solidification characteristics, resulting in large-area shrinkage porosity. These defects directly reduced tensile strength by 15–20% and compromised structural integrity. The content below summarizes real project experience from Guangdong Changchuang Precision in aluminum die-casting applications.
Root Causes of Shrinkage Porosity: Wall Thickness Changes Disrupt Solidification Feeding Balance
The fundamental cause of shrinkage porosity lies in the imbalance of metal solidification and feeding flow caused by wall thickness changes. During ADC12 solidification, the metal undergoes three stages: liquid shrinkage → solidification shrinkage → solid-state shrinkage, where feeding channels must compensate solidification shrinkage (4–5%). In actual production tuning, reducing the thickness of thick-wall sections disrupts this balance. For example, reducing an 8 mm wall to 6 mm shortens its solidification time from 28 s to 15 s, while the 3 mm thin-wall section solidifies in only 8 s. This prematurely seals the feeding path (hot spot) and leaves the reduced-thick-wall region inadequately fed, leading to shrinkage porosity. Adjusting wall thickness without synchronizing the solidification sequence is equivalent to “cutting off” the natural feeding path where the thick wall feeds the thin wall, thereby worsening defects.
Mold Temperature Control: Differential Thermal Management to Regulate Solidification Sequence
To address non-uniform wall thickness, zoned mold temperature control must be applied to create an appropriate thermal gradient. The principle: mold temperature directly determines metal solidification speed—higher temperature slows cooling and prolongs the feeding window.
Preheating Stage: Thick-wall region 220–240°C (40°C higher than thin-wall zone) using independent temperature channels to ensure prolonged metal fluidity after filling.
Production Stage: Thick-wall region at 200±5°C (precision proportional-valve control) and thin-wall region at 160±5°C. This temperature differential establishes the desired sequence: “thin wall forms shell first, thick wall solidifies later for feeding.” In one project, this method extended thick-wall solidification to 22 s and improved feeding efficiency by 40%.
Conformal Cooling and Localized Heating: Precise Control of Feeding Channels
To further optimize thermal fields, conformal cooling and localized heating must be integrated. Conformal cooling channels (diameter 8 mm, spacing 25 mm, zigzag arrangement, flow rate 1.5–2.0 m/s) effectively dissipate heat from thin-wall sections and prevent local overcooling. For thick-wall transition zones, six mm-diameter heating rods (50 W, thermocouple closed-loop control, ±3°C accuracy) delay solidification and keep the feeding channel open. The combination improves mold thermal uniformity by 25% and significantly enhances control of solidification sequencing.
Conclusion
By implementing a coordinated strategy of independent thick-wall temperature control (200±5°C), conformal cooling, and localized heating, ADC12 shrinkage porosity caused by wall thickness variation can be effectively resolved. In one project, shrinkage defect rates dropped from 28% to below 5%, overall yield increased to 92%, and tensile strength recovered to standard levels (≥220 MPa). This approach provides a replicable solution for complex die-cast structures, particularly for aluminum alloy components with 3–8 mm wall thickness.