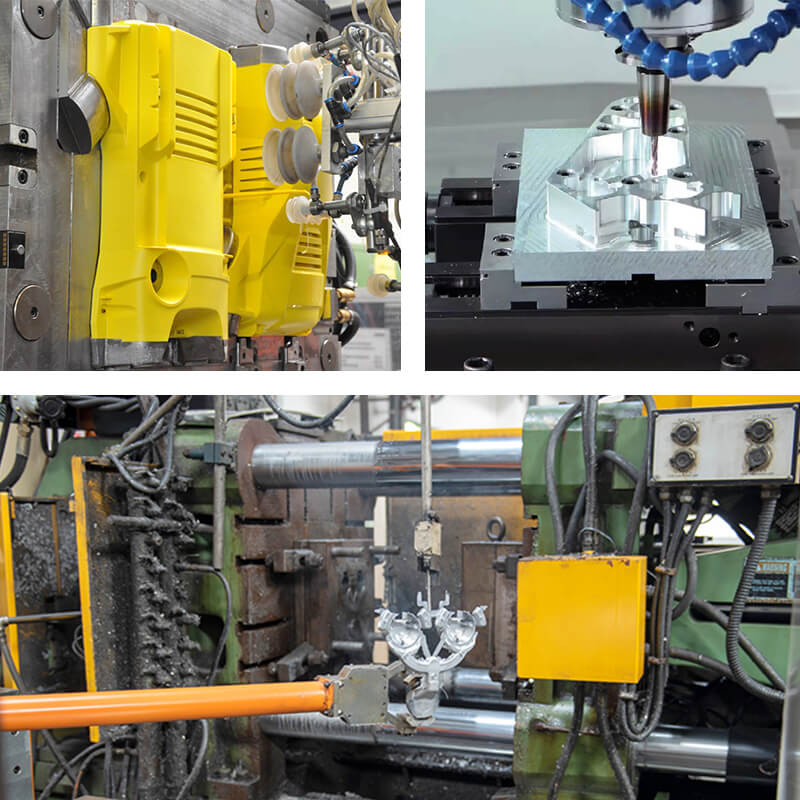
In the vast expanse of modern manufacturing, die casting, plastic injection molding, and machining shine brightly like dazzling stars, each emitting their unique brilliance and collectively contributing to the grand tapestry of industrial production. Now, let us delve deeper into the remarkable advantages that die casting offers compared to plastic injection molding and machining to assist you in making informed decisions about material and process selection during product development.
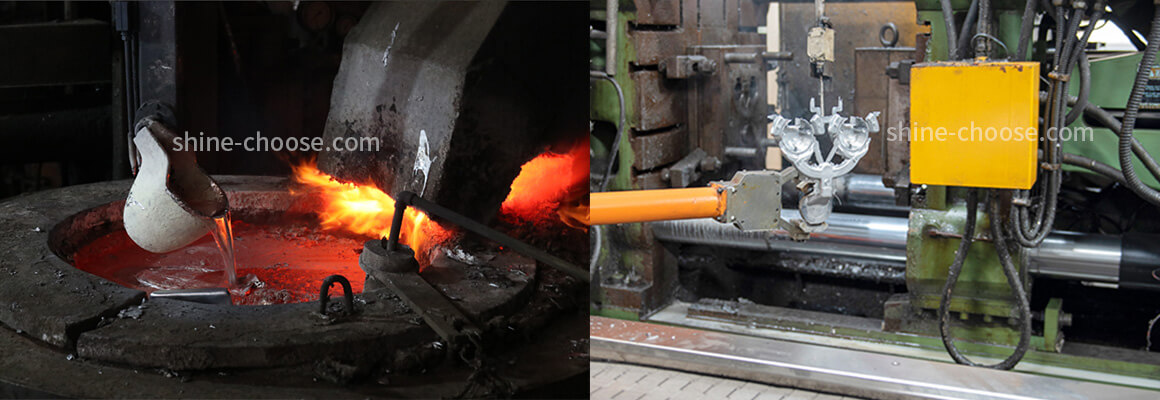
The die-casting process involves injecting molten metal into a mold cavity under high pressure and speed, causing it to solidify rapidly into the desired shape. In this process, precise pressure control and superior mold design are crucial factors in ensuring the quality of the final product.
Injection molding, on the other hand, involves heating plastic granules to a molten state and injecting them into a mold cavity under specific pressure and speed conditions. The plastic cools and solidifies, resulting in a plastic product. The core of this process lies in the careful selection of plastic materials and the precise setting of injection parameters.

Machining is a process that employs mechanical methods such as cutting, grinding, drilling, and others to progressively remove material from a workpiece to achieve the desired shape, size, and surface finish. This process demands high precision from the machine tools, careful cutting tool selection, and meticulous machining path planning.

In practical manufacturing, the die-casting process boasts high production speeds. For instance, in the production of automobile engine blocks, an average output of approximately 2 pieces per minute can be achieved. The output can reach 3 to 4 pieces per minute for aluminum alloy housings with more superficial structures. Data from multiple die-casting enterprises indicate that the effective operating rate of equipment during mass production often exceeds 85%.
Multiple factors influence the efficiency of plastic molding. As an example, the production of injection-molded parts with a similar size and complexity to that of automotive engine blocks in die casting, the mold opening and closing cycle takes around 10 to 20 seconds, while filling the mold cavity takes approximately 20 to 40 seconds. Due to the larger size and complexity of the product, cooling time usually requires 60 to 120 seconds. The production cycle for such injection-molded parts generally takes 2 to 3 minutes. Still, the actual time can vary significantly depending on mold quality, injection molding machine performance, etc.
Tool changes and the complexity of the machining process constrain the machining efficiency. The lifespan of cutting tools is limited during continuous operations, and complex-shaped parts require multiple process steps and setups. For instance, machining a single component can take several days or weeks in the aerospace industry, where parts are exceptionally intricate.
The cost of die casting comprises mold, material, energy, labor, and material wastage. The mold cost is significant, and the material used is predominantly aluminum alloy. It consumes a considerable amount of power, requiring 1 to 2 operators. The material wastage is approximately 3% to 5%.
The cost structure of plastic molding encompasses raw materials, energy, labor, and material wastage. Raw material prices are subject to significant fluctuations. It consumes relatively less energy and necessitates 1 to 2 operators. The material wastage is around 5% to 8%.
The machining cost includes cutting tools and fixtures, energy, labor, and material wastage. Cutting tools and fixtures undergo frequent replacements. Energy consumption varies depending on the machine used. It requires 2 to 5 operators, and the material wastage can reach up to 10% to 20%.
Taking the automotive engine cylinder head as an example, within industry standards, the dimensional precision of die-casting typically reaches ±0.05mm. In practice, the surface roughness of the air and oil passages on a particular brand's cylinder head attains Ra0.8 micrometers, with a flatness deviation on mating surfaces less than 0.02mm, demonstrating excellent precision and quality.
Illustrated by an automotive interior dashboard, due to the high shrinkage rate of plastics, dimensional precision generally struggles to exceed ±0.2mm. In actual production, a particular dashboard model experiences uneven shrinkage, resulting in a length deviation of approximately 0.15mm, and its surface is prone to wear, thus limiting its precision and overall quality.
Exemplified by an engine crankshaft, machining can achieve roundness and cylindricity of the journal within 0.005mm, with a surface roughness of Ra0.2 micrometers, indicative of high precision. However, this process comes at a cost; machining a single crankshaft can consume several hours, accounting for approximately 30% of the total production cost, and often results in low material utilization efficiency.
Die-casting exhibits significant advantages in the production of complex-shaped parts. It efficiently produces parts with intricate internal structures, such as automotive transmission housings containing oil passages, water channels, and multiple mounting holes, all achievable in a single molding process, thereby minimizing subsequent machining. With precise mold design and proper process parameters, die-casting ensures high-precision and high-quality production of complex shapes.
Plastic molding demonstrates a certain degree of adaptability to complex shapes. Thin-walled and hollow structures are well-suited for injection molding processes. For instance, electronic product housings can be produced in thin-walled complex shapes, maintaining aesthetic appearance and dimensional accuracy. However, its limited capability to withstand high strength and temperature environments restricts its applications.
Machining faces challenges in the manufacturing of complex shapes. While capable of achieving high precision, it needs help with highly complex geometries. Parts with intricate curved surfaces and irregular internal cavities require multiple setups and tool changes, leading to inefficiencies and increased error potential. Additionally, substantial material removal is necessary, resulting in high costs, resource waste, and a lack of economic viability for large-scale production compared to die-casting and injection molding.
Commonly used materials in die-casting include aluminum, zinc, and magnesium alloys. Aluminum alloys are known for their strength, corrosion resistance, and good machinability, making them suitable for automotive and aerospace components. Zinc alloys excel in die-casting formability and dimensional accuracy, and they are ideal for small precision parts such as electronic device housings. On the other hand, magnesium alloys offer a combination of lightweight and high strength, perfect for lightweight products like laptop shells.

Plastic materials are categorized into engineering plastics and commodity plastics. Engineering plastics, such as polycarbonate and nylon, possess superior mechanical properties, heat resistance, and corrosion resistance, making them suitable for complex high-strength components. Commodity plastics, like polyethylene and polypropylene, are characterized by low cost, good moldability, and excellent insulation properties, which are ideal for mass production of general-purpose products.

Machining encompasses a wide range of materials, including metals like steel, cast iron, and copper, as well as engineering ceramics and composites. Metals with high hardness, such as high-speed steel and cemented carbide, enable high-precision forming. The processing of unique materials like titanium alloys and superalloys also relies heavily on machining due to their unique properties.
Die-cast products exhibit exceptional durability in various harsh environments. Die-cast aluminum alloys maintain stable mechanical properties in high-temperature settings, such as components surrounding industrial furnaces. In humid environments, surface protection treatments effectively resist moisture penetration. Within strongly corrosive environments, die-cast products utilizing corrosion-resistant alloys can operate reliably over extended periods.
The durability of plastic products is limited in specific environments. Exposure to ultraviolet radiation can lead to aging, discoloration, and embrittlement, particularly in outdoor plastic products. When in contact with chemicals, different plastics exhibit varying degrees of tolerance, with commodity plastics potentially experiencing swelling and deformation, while engineering plastics, though relatively better, may still struggle against solid corrosion.
The durability of machined parts depends on multiple factors. In conventional environments, they can operate reliably. However, in extreme high-temperature or strongly corrosive environments, without special protection or the use of specialized materials, machined parts may experience wear, corrosion, or even failure.
The die-casting process stands out in the manufacturing industry for its efficient production speed, high-precision manufacturing, lower costs, and exceptional capability in producing intricate shapes and parts. Compared to plastic molding and machining, die-casting is more suited for high-volume production of metal components that demand precision and durability, particularly excelling in complex structures and extreme operating environments.
Copyright © 2023 :Guangdong Shine-Choose Smart Manufacturing Co., Ltd